The global Hip Instrument Set market is currently undergoing a paradigm shift driven by an aging global population and the rising prevalence of osteoarthritis. As healthcare systems worldwide strive to improve patient outcomes, the demand for high-precision, durable, and ergonomic surgical tools has never been higher. Today, Hip Arthroplasty is one of the most successful and common surgical procedures, necessitating a robust supply chain of specialized instrumentation.
In the industrial context, the production of hip instrument sets involves complex metallurgy and high-precision CNC machining. Materials such as medical-grade stainless steel, titanium alloys, and high-performance polymers (like PEEK) are standard. For global enterprises and medical distributors, sourcing from top China suppliers has become a strategic necessity, balancing cost-efficiency with uncompromising quality standards that rival Western counterparts.
Global commercial trends indicate a move toward consolidated procurement. Major hospital groups and international medical NGOs are seeking long-term partnerships with manufacturers who can provide not just individual tools, but comprehensive "sets" that include everything from acetabular reamers to femoral broaches and specialized retractors. This "one-stop" demand is where our factory excels.
Modern trends favor smaller incisions and faster recovery. Our hip instrument sets are designed with low-profile geometries to facilitate Direct Anterior Approach (DAA) and other MIS techniques, reducing tissue trauma.
Digital transformation is here. We are developing instruments compatible with computer-assisted navigation and robotic platforms, ensuring precision in implant positioning and alignment.
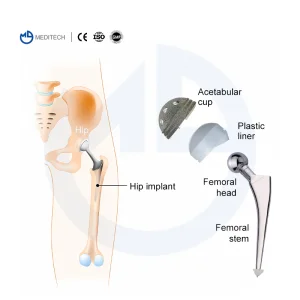
The push for longevity in hip replacements has led to advanced surface treatments. Our tools are optimized for preparing bone beds for both cemented and cementless titanium and ceramic implants.

Global procurement teams in the medical sector focus on three pillars: Regulatory Compliance, Supply Chain Resilience, and Technical Support. As a premier China exporter, we address these by maintaining ISO 13485 and CE certifications, ensuring our instrument sets meet the stringent requirements of the EU, Americas, and beyond.
Localization is key. In Southeast Asia and Africa, there is a massive need for durable, cost-effective primary hip replacement sets. In contrast, European and American markets demand specialized revision sets and instruments for pediatric hip locking plates. Our R&D team works closely with hospital experts to tailor toolkits for specific regional surgical practices, whether it’s for a high-volume public hospital or a specialized private orthopedic clinic.